�����ڣУ֣î�
�Ͳ����a�^���У��������F�����D
�z�l���Ͳ����z�lճ�Ӳ��εĬF���@������Ӱ푮aƷ�ĺϸ��ʺͮaƷ�����}����������Ӳ��ܽ�Q�أ�
�������ȣ���ԓ�˽�ճ�ӵęC����ճ��횾߂�ճ�Ӳ��Ϻ�ճ��
���������ڴ���
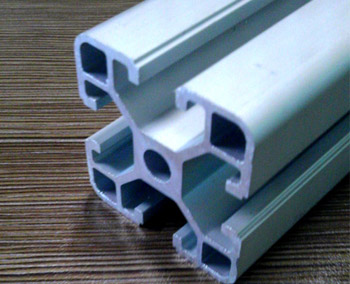
���Ͳ������D����ճ�Ӳ��ϣ��У֣��Ͳ���ճ�ӻ��ġ����Pճ���C�����壺�Cе�Y��Փ�������C�����Uɢ�C�����o늙C���ͻ��W�I�Y����Փ�����a�У֣î��Ͳ��^���У����D�z�l�c���Ͳĵ�ճ����Ҫ��������Cе�Y�ϡ�
��������Cе�Y�ϣ���������������ճ�Ӳ��ϝB�����Ŀ���ƽ�����H�ֲڵĻ��İ�̎��϶�p�У��̻����γ��^צ��ͬ����ճ�ӡ�
�������D����һ�N�������w����Ҫ�ɷ��УУ֣á��ã�ãϣ�����������̼�ڡ�
������������ճ���w��
���܄��ȡ����D���a�У�ճ���B�Ĺ��D�Ͻ���
���ݗU�D���C�ĔD�����S����ͨ�^
�p�ݗU�D���C�D���ģУ֣������ϡ���ǰ�������У֣ñ��沢�ǽ^��ƽ�������Ǵֲڵġ����D�����ܑB�r����䵽����ƽ�������ϣ��̻���ͨ�^�Cе�Y���c�����ι̵ġ�ճ�ӡ���һ��
����Ӱ푹��D�z�l�c�Ͳ�ճ��
���������غܶ࣬���������a���H�аl�F��һЩԭ���ҳ��˽�Q�k���������ڴΣ���������
�����������D�ϱ���
�᷀����������ܻ��ض��^�ߣ������a�^���б��F�鹲�D�z�l���治����������С��ճ�Ӳ��Σ������p�pһ˺������ �У֣��Ͳĕ�����һ�l̼�ھ������д˷N��r��һ���c���D�ϏS��ϵ��Q�������ڱ��C�ܻ����õ�ǰ���£������D�C�ӹ��ضȅ�����ʹ���D�z�l����������ܻ����á��Џ��ԡ�
�����������D�z�l��������Џ��ԣ���߀��ճ�Ӳ��Ρ��@�N��r��������C��՛]�л��^С����Q�k���Ǚz�����C���ͨ���Ƿ�£����£�����ͨ����������ձõĆ��}�;S����ձã�ʹ���C����_�����������ͣ����ϡ�
�����������D�z�l�ܻ����������C���Ҳ���������z�lճ�Ӳ��Ρ��@�N��r���c�h����ȸ����P����ѹ��D����ǰ�ں����п��ɣ������ճס��
�������⣬�����D����
�������^�࣬������ڔD���^���Н����������������γɸ��x�ӣ�ҲӰ�ճ�ӏ��ȡ�
�c�������P���c�YӍ:
���˽���� ���� ���P��ϢՈ�L��
Ļ�����^ ��